
AM 300 NDK kiegyensúlyozógép felújítva eladó!

AM300 kiegyensúlyozógép felújítva eladó
AM 300 NDK kiegyensúlyozógép felújítva eladó!
AM300 kiegyensúlyozógép felújítva eladó
A számítógépes műszer kifejlesztésével több célt akartunk egyidejűleg elérni:
A műszer első változatának kifejlesztése óta eltelt 20 év azt bizonyítja, hogy ezek az elképzelések beváltak. Magyarországon több mint száz, külföldön kb. 20 műszerünk működik. Azóta a műszer és a program is többször tovább lett fejlesztve. Fejlesztéskor a korábbi felhasználóktól kért és kapott tapasztalatokat figyelembe vesszük.
A GBALANCE kiegyensúlyozó program a kiegyensúlyozást kellemesen egyszerűvé teszi. A start gomb megnyomásával elindítható a mérés, ami mindkét oldalon megméri a rezgés értékét és fázisát. Ezzel az egy gombbal és néhány pörgetéssel már eredményes kiegyensúlyozást lehet végezni. Ezt kalibráció nélküli mérésnek hívjuk és az eredmény az alábbi módon jelenik meg:

G-Balance kiegyensúlyozó program képernyője
Ha elindítjuk a kalibrálást (ezt keretfelvételnek nevezzük a kiegyensúlyozásnál), akkor egy néhány lépésből álló folyamaton kalauzol végig a program. A keretfelvétel után a kiegyensúlyozási síkok áthatásait megszüntetve, a kiegyensúlyozatlanságot grammban jelzi ki a program. Az első lépés egy próbasúly nélküli mérés:
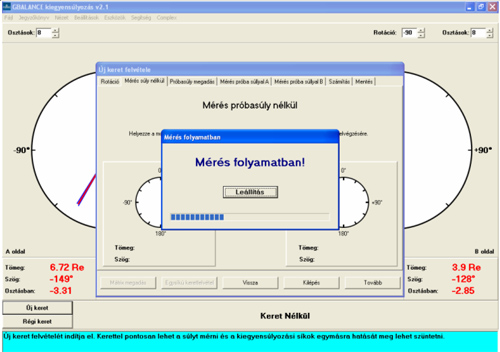
Kiegyensúlyozási mérés folyamata.
Utána a próbasúly megadása következik. A próbasúlyt kis mérlegen megmérjük és értékét beírjuk:

Próbasúlyérték megadása kiegyensúlyozásnál.
Ezután a próbasúlyt a bal oldali kiegyensúlyozási helyre rakjuk és ott lerepülés ellen biztosítjuk. A súllyal megforgatjuk a forgórészt, majd a mérés gombbal indítjuk a mérést:
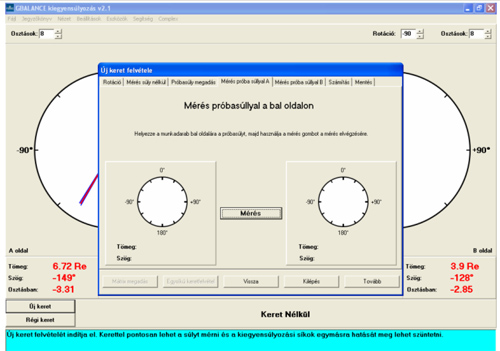
Kiegyensúlyozó szoftver működés közben.
A mérés elvégzése után a tovább gombbal haladunk előre, a forgórészt megállítjuk, majd a próbasúlyt átrakjuk a jobb oldalra és a start gombbal ismét indítunk egy mérést:

Mérés próbasúllyal.
Ha tovább megyünk, a számítás részhez érkezünk. A számítógép fog számolni, nem mi. Néhány hasznos eredményt kiszámol, melyek az elvégzett kalibráció sikerességét jelzik. Láthatjuk, hogy a bal és a jobb oldalon milyen pontos mérésre számolhatunk, valamint hány százalék áthatás várható az oldalak között. A program kiszámolja, hogy milyen pozíción látja a felrakott próbasúlyt. Ennek néhány fok eltéréssel egyezni kell azzal a szögértékkel, ahova a súlyt felraktuk. A tömeg mérés hibája 1 százalék alatt jó, az áthatások 10 százalékig elfogadhatók.

kiegyensúlyozási keret számítása a szoftver segítségével.
Ha a keret számítás sikeres, tovább megyünk a mentés lépéshez. Beírjuk a forgórész nevét, majd a tovább gombra lépve a program elmenti a keret (kalibrációs) adatokat:
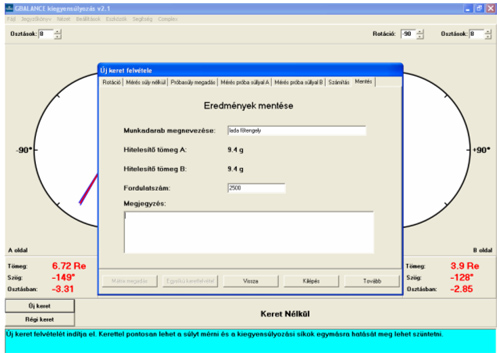
Kiegyensúlyozási eredmények digitális mentése.
Innen már a kiegyensúlyozatlanságot grammban jelzi ki a program, alul látható a forgórész neve:
G-Balance szoftver.
Ha szeretnénk kiszámolni, hogy az adott tömeget milyen mértékű fúrással lehet eltávolítani, akkor a fúrás ikont hívhatjuk segítségül:

Kiegyensúlyozási furatszámítás G-Balance szoftverrel.
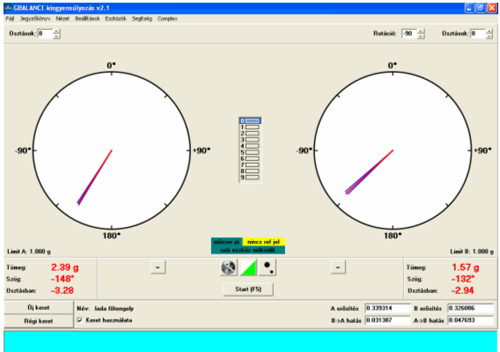
A számolt szögpozícióban a fúrást elvégeztük, a beállított 1 gramm határértéket elértük. A program alul zöld mezővel jelzi, hogy a kiegyensúlyozás eredményes:

Elkészült a kiegyensúlyozás a digitális G-Balance szoftverünkkel.
A program kezelése néhány óra alatt akár szakmunkásoknak is betanítható. A program segítséget ad a mérések elvégzéséhez, figyelmeztet, ha hibás mérés történik. A gyakorlat igényei szerint alakult, mindvégig azzal az elvárással, hogy a számítógép az ember helyett dolgozzon és jelenléte ne a problémák számát szaporítsa.
A szoftver szolgáltatásai részletesen:
Egy gombbal indított, teljesen automatikusan végzett mérés.
A kiegyensúlyozáshoz leggyakrabban az ISO 1940 szabványt használjuk. Sok esetben a munkadarab rajzán a minőségi osztály szerepel. Ehhez a tömegét és maximális üzemi fordulatszámát kell ismerni, utána a szabvány alapján meghatározhatjuk a megengedett kiegyensúlyozatlanság értéket. Ez viszont a szabvány alapos ismeretét és némi számítási képességet feltételez. Vagy használjuk a program határérték számító funkcióját:

Statikus kiegyensúlyozásnál a tárcsa kiegyensúlyozásáról volt szó. A kialakított modell nem alkalmazható hosszú forgástesteknél. A 2.2.ábra szerinti statikus kiegyensúlyozásra alkalmas vízszintes élpárra feltéve a 2.4. ábrán látható forgórészt statikusan teljesen jónak találjuk, hiszen tömegközéppontja a forgástengelybe esik. (A hengert teljesen szabályosnak és merevnek tekintjük, a rajta elhelyezett tömegek egyenlőek, egymástól 180 fokra vannak.) Dinamikusan azonban kiegyensúlyozatlan, mivel forgás közben a tömegekre ható centrifugális erők nyomatékot hoznak létre, melynek eredményeként a csapágyak helyén erő ébred. A szabad tengely és a forgástengely a tömegközéppontban metszi egymást, egymással szöget zárnak be. Mivel forgás közben erőpár ébred, ezért egyetlen tömeggel nem lehet kiegyensúlyozni a forgórészt. A forgórész a nyomaték kiegyensúlyozatlanság speciális esetét mutatja.

4.ábra
A 4. ábra forgórészét statikus módszerekkel nem lehet kiegyensúlyozni. A kiegyensúlyozatlanságot eredményező erőpár csak akkor jelentkezik, ha a forgórész forog. Kiegyensúlyozáskor tehát meg kell forgatni a forgórészt és mérni kell a csapágyak helyén jelentkező erőket, vagy az elmozdulást. Erre alkalmas pl a 2.3. ábrán látható elrendezés. Azokat a módszereket, amelyeknél a forgórészt a kiegyensúlyozás során megforgatjuk, dinamikus módszereknek nevezzük. Dinamikus kiegyensúlyozóval a statikus, a nyomaték és a dinamikus kiegyensúlyozatlanság is megállapítható. Általános esetben egy forgórésznek a kiegyensúlyozatlansága dinamikus, a statikus és nyomaték kiegyensúlyozatlanságra történő felosztás inkább csak elméleti jelentőségű.
DINAMIKUS KIEGYENSÚLYOZÓ GÉPEK
Dinamikus kiegyensúlyozó gépet mutat az 5. ábra.
A gép részei :
1- gépalap,
2- bakok,
3- érzékelők,
4- meghajtó motor,
5- heveder,
6- mérőegység.

5. ábra
A gépalapon a bakok csúsztathatók, az adott forgórészhez beállíthatók. A forgórészt a bakokba beépített lengőrendszerre (csapágybakokra) helyezik. Az érzékelők a csapágyak, vagy azok helyein jelentkező rezgéseket mérik. Leggyakrabban elektrodinamikus vagy piezo érzékelőket alkalmaznak. Hengeres forgórészekhez jó az alul elhelyezett motorral történő hevederes meghajtás, ha ez nem oldható meg akkor a forgórészt a tengely végén, kardáncsukló segítségével is meg lehet hajtani. Görgőkön terelt hevederrel, hátul elhelyezett motorral is lehet hajtani.
A bakok rugói a forgórésszel együtt lengő rendszert alkotnak. Ennek modellezése lényeges, mivel a működési frekvencia és a lengőrendszer rezonanciafrekvenciájának aránya alapvetően meghatározza a bakokra helyezett forgórész mozgását, így az érzékelőkről levehető jelet is.
Jóval a rezonanciafrekvencia fölött a kitérés megegyezik a fajlagos kiegyensúlyozatlansággal. Ha a kiegyensúlyozó gép rezonanciafrekvenciája a kiegyensúlyozási fordulatszámnál (frekvenciánál) lényegesen kisebb, akkor a gépet lágy lengőrendszerű kiegyensúlyozó gépnek nevezzük. Ilyenkor a forgórész (legyen az tárcsa, hosszabb forgástest, stb.) mozgásának leírásakor feltételezhetjük, hogy a bakok felfüggesztése nem befolyásolja a forgórész mozgását. Kemény lengőrendszerűnek nevezzük a kiegyensúlyozó gépet, ha a lengőrendszer rezonanciafrekvenciája jóval a kiegyensúlyozási fordulatszám fölött van. Ilyenkor a kitérés sokkal kisebb a fajlagos kiegyensúlyozatlanságnál.
A lágy lengőrendszerű kiegyensúlyozó gépen a forgórész nem csapágyazása által meghatározott forgástengelye körül fog forogni, hanem szabad tengelye körül.
Lágy lengőrendszerű gépek kis tömegű forgórészek esetén előnyösebbek, mivel ezek érzékenyebbek, így kisebb kiegyensúlyozatlanságot eredményező tömeget is ki lehet velük mutatni. Ezen gépek felépítése elég egyszerű.
A kemény lengőrendszerű gépek mellett a jobb kalibrálhatóság szól.
A dinamikus kiegyensúlyozó gép megmutatja, hogy a forgórészen két különböző kiegyensúlyozó síkban mekkora tömegkorrekciót kell végezni, azaz mennyi súlyt kell elvenni vagy hozzáadni és milyen szöghelyzetben. A maradó kiegyensúlyozatlanság meghatározása dinamikus kiegyensúlyozás esetén is az ISO1940 szabvány szerint (korábbi táblázat) történik, annyi különbséggel, hogy a kiszámolt maradó kiegyensúlyozatlanság értékét a két kiegyensúlyozó sík között meg kell osztani. Ez leginkább annak arányában történik, ahogy a forgórész statikus súlya is megoszlik a két alátámasztás között. Közel szimmetrikus daraboknál a megengedett érték felét engedjük meg oldalanként. Ha a megosztást is a szabvány útmutatása szerint végezzük, akkor többé-kevésbé biztosítható, hogy az üzemi fordulatszámon keletkező, forgórész csapágyakra ható dinamikus erők ne haladják meg a statikus erő értékét, ami a gépek nagy többségénél a gyakorlatban hosszú élettartamot, elfogadható rezgésszintet, problémamentes üzemet eredményez.
A statikus kiegyensúlyozás modelljénél a forgórészt homogén, keskeny, merev tárcsának tekinthetjük, melyen a kiegyensúlyozatlanságot egy, a tárcsa kerületén elhelyezett tömeg okozza. A tárcsa forgástengelye merőleges a tárcsa síkjára. A kiegyensúlyozatlanság amiatt lép fel, hogy a forgástengely (amit a tárcsa tengelyén levő csapágyak határoznak meg) nem megy át a tárcsa tömegközéppontján, emiatt centrifugális erő lép fel. A forgórész kiegyensúlyozása abból áll, hogy járulékos tömeg hozzáadásával vagy ellentétes oldalon tömeg elvételével eltoljuk a tárcsa tömegközéppontját úgy, hogy a forgástengelybe essen, így a tárcsára ható centrifugális erő megszűnjön. (1. ábra). Ily módon a forgástengelybe toltuk a tárcsa szabad tengelyét. A két tengely kiegyensúlyozás előtt párhuzamos volt, kiegyensúlyozás után pedig egybeesnek.

Statikus kiegyensúlyozás elmélete
1. ábra
A tárcsa paraméterei:
M – tömeg,
m – a tömegközéppont eltolódást okozó tömeg,
r – az m tömeg forgástengelytől mért távolsága.
Az m tömegre ható centrifugális erő:
F = m•r•w2, (w – a forgás körfrekvenciája; w = 2•p•f ).
A kiegyensúlyozatlanság:
U = m•r [g•mm] (definíció).
A fajlagos kiegyensúlyozatlanság:
e = m•r/M [g•mm/kg] = [mm] (definíció).
Az összefüggésből látható, hogy ha az erőt szeretnénk adott érték alatt tartani, akkor növekvő fordulatszám esetén jelentősen csökken a megengedhető kiegyensúlyozatlanság.
A fajlagos kiegyensúlyozatlanság távolság jellegű, a forgástengely és a tömegközéppont távolságát adja meg.
A tárcsának a kiegyensúlyozása elvégezhető statikusan az alábbi módon (2. ábra).

2.ábra
A tárcsa tengelyét párhuzamos vízszintes élekkel alátámasztva a tárcsa úgy fog beállni, hogy a kiegyensúlyozatlanságot okozó tömeg alul lesz. A tömeg nagysága is, helye is megállapítható. Kiegyensúlyozáshoz tömeget alulról kell elvenni, vagy felül kell hozzáadni. Nagysága úgy állapítható meg, ha a tárcsát 90 fokkal elforgatjuk. Ekkor ugyanis annyi tömeget helyezünk el rajta, hogy egyik irányba se induljon meg a tárcsa. A pontosságot a súrlódás korlátozza az élek és a tengely között. Az kiegyensúlyozott tárcsa tetszőleges helyzetbe elfordítva ott megáll.
Az előző statikus kiegyensúlyozással elvileg el lehet érni, hogy a tárcsa tömegközéppontja a forgástengelybe essen. Ennek következtében forgás közben a csapágyakra nem fog változó irányú erő hatni.
A kiegyensúlyozás úgy is elvégezhető, hogy megforgatjuk a tárcsát és mérjük az ébredő rezgéseket. Ilyenkor a keletkező rezgések amplitúdója a kiegyensúlyozatlansággal lesz arányos. A tárcsa kiegyensúlyozását rugalmasan felfüggesztett prizmákban mutatja a 3. ábra.

3.ábra
Ez az elrendezés megengedi a forgástengely eltolódását. A felfüggesztés rugómerevségét célszerű olyan kicsire választani, hogy a rugó lényegében ne zavarja a tárcsa mozgását. Ehhez a lengőrendszer rezonanciáját az egyensúlyozási fordulatszám alá kell választani. Az ilyen lengőrendszert a gyakorlatban lágy lengőrendszernek nevezzük. A fenti berendezés lényegében egy kiegyensúlyozó gép modellje.
A kiegyensúlyozó gépen keletkezett rezgés amplitúdója a fajlagos kiegyensúlyozatlansággal azonos lesz. Ez azt jelenti, hogy a tárcsa nem a geometriai szimmetriatengelye, hanem a tömegközéppontja (szabad tengelye) körül fog forogni. A rezgés amplitúdója nem függ a kiegyensúlyozás fordulatszámától. A rezgést villamos jellé kell alakítani ahhoz, hogy mérni tudjuk. Ez legegyszerűbb esetben egy dinamikus átalakítóval történhet, melyről a pillanatnyi sebességgel arányos feszültség vehető le. Az átalakítón keletkező feszültség már függ a fordulatszámtól, azzal egyenesen arányos.
Az ideális az lenne, ha statikus kiegyensúlyozásnál pontosan el tudnánk érni, hogy a tömegközéppont a forgástengelybe essen. Ez azonban nem érhető el, legfeljebb egyre jobban megközelíthető. Egy adott kiegyensúlyozatlanságnál tovább azonban nincs értelme a csökkentésnek, például azért, mert a gépnél egyéb forrásból (pl. tengelybeállítás, csapágyak stb.) akkora rezgések keletkeznek, hogy ezek mellett a kiegyensúlyozatlanságból származó rezgés már nem is észlelhető. Ha elértük ezt a kiegyensúlyozatlansági értéket, akkor minden további erőfeszítés ennek csökkentésére időpazarlás. A maradó megengedhető kiegyensúlyozatlanság függ a fordulatszámtól is , de az sem mindegy, hogy egy miniatűr precíziós motorról van szó, vagy egy turbináról. A maradó kiegyensúlyozatlanság értékét minőségi fokozatok rögzítik. Ezekbe a forgórészeket gyakorlati tapasztalatok alapján sorolják be. A minőségi fokozatokban a súlypontsebességet írják elő.
A megengedett súlypontsebesség: vs,meg. = emeg.•w
Szokásos mértékegysége: mm/s
A súlypontsebességre vonatkozó előírások adott minőségi osztályokra a következő táblázatban találhatók. (ISO1940)
| Minőségi fokozat | vs,meg. (mm/s) |
Forgórészek, gépek |
| G 4000 | 4000 | Lassan forgó, páratlan hengerszámú, stabil hajó Diesel motor forgattyús hajtóművei |
| G 1600 | 1600 | Stabil, nagy kétütemű motorok forgattyús hajtóművei |
| G 630 | 630 | Stabil, nagy négyütemű motorok, rugalmasan szerelt hajó Diesel motorok forgattyús hajtóművei |
| G 250 | 250 | Stabil, gyors négyhengeres motorok forgattyús hajtóművei |
| G100 | 100 | Hat vagy több hengeres gyors Diesel motorok forgattyús hajtóművei, komplett autó, teherautó és mozdony motorok (dízel és benzines) |
| G40 | 40 | Autókerekek, keréktárcsák, csoportkerekek, csuklós tengelyek. Rugalmasan szerelt, gyors, hat vagy több hengeres négyütemű motorok forgattyús hajtóművei.Autók, teherautók és mozdonyok hajtóművei. |
| G16 | 16 | Csuklós tengelyek (propeller tengely, kardán) különleges követelményekkel. Aprítógépek, mezőgazdasági gépek alkatrészei. Személy- és tehergépkocsik, mozdonyok egyes alkatrészeiHat vagy több hengeres motorok forgattyús hajtóművei különleges követelményekkel |
| G 6.3 | 6.3 | Gyártástechnológiai készülékek alkatrészei, centrifuga dobok, papíripari hengerek, nyomdai hengerek, ventilátorok, repülőgép gázturbina forgórészek, lendkerekek, szivattyúlapátok, szerszámgépek és általános gépipari alkatrészek, közepes és nagy villamos motorok forgórészei,Kis, tömeggyártású villamos motorok rezgéserős környezetben vagy rezgésszigetelt szereléssel,
Különleges követelményű robbanómotorok alkatrészei. |
| G 2.5 | 2.5 | Gáz- és gőzturbinák, turbógenerátorok, sugárhajtóművek, szerszámgépek,Közepes és nagy motorok forgórészei különleges követelményekkel, kismotorok forgórészei. |
| G1 | 1 | Kismotorok forgórészei különleges követelményekkel, köszörűgépek, magnetofon hajtások |
| G 0.4 | 0.4 | precíziós köszörűgépek alkatrészei, giroszkópok |
Ha adott a súlypontsebesség, akkor magasabb fordulatszámon üzemelő gép esetén kisebb a megengedett maradó fajlagos kiegyensúlyozatlanság. Ábrázolva emeg. értékét w függvényében az egyes minőségi osztályokra hiperbolákat kapunk, log-log koordináta-rendszerben pedig párhuzamos, negatív meredekségű egyeneseket.
Ha tehát szeretnénk meghatározni, hogy egy adott forgórészt milyen mértékig érdemes kiegyensúlyozni, akkor először besoroljuk a megfelelő minőségi osztályba, majd az üzemi fordulatszámát ismerve grafikonról leolvasható az előírt fajlagos kiegyensúlyozatlanság, de ha pontosabban akarjuk tudni, akár ki is számolható a korábbi összefüggések segítségével. Ha kiegyensúlyozzuk a forgórészt az előbb számolt mértékig, akkor várhatóan nem fog zavaró rezgéseket eredményezni a maradó kiegyensúlyozatlanság. Bizonyos esetekben azonban lehet, hogy ez nem elegendő, ilyenkor szigorúbb minőségi fokozatba sorolhatjuk a forgórészt. Gazdaságossági szempontok miatt adott esetben nagyobb maradó kiegyensúlyozatlanságot is megtűrhetünk, ha nem keletkeznek elfogadhatatlan rezgések. Gépek tervezésénél a tervező feladata a maradó kiegyensúlyozatlanság meghatározása.